Hey,guys,welcome to Thesun Industry, where we bring you the latest insights and solutions to common manufacturing challenges. Today, we’re diving into the world of ejector pin marks – those pesky little imperfections that can sometimes mar the surface of your injection-molded parts. But fear not, because we’re here to shed light on the causes of ejector pin marks, how to prevent them, and the best solutions for addressing them. So, grab a cup of coffee and let’s unravel the mystery of ejector pin marks together!
What are Ejector Pin Marks?
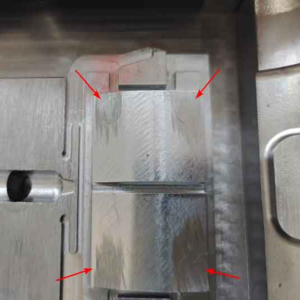
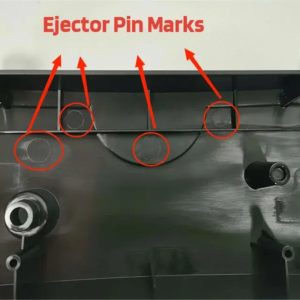
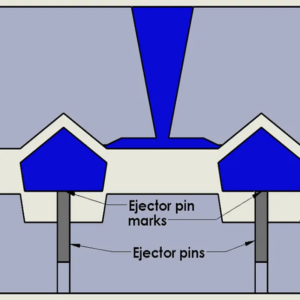
Ejector pin marks are noticeable imperfections or surface blemishes that manifest on injection-molded plastic components. These marks generally appear as shiny or white impressions, indentations, depressions, or areas with differing gloss levels (dark or shadowed regions). They are typically found on the surface of the part opposite the points where the ejector pins made contact during the ejection process from the mold cavity.
Ejector pin marks on plastic products are noticeable surface imperfections on injection-molded parts. These defects can present themselves in several distinct forms:
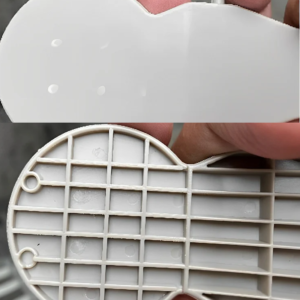
Shallow Indentation Marks
These marks are characterized by small indentations or dimples mirroring the shape of the ejector pin, typically found on the surface where the pin contacts the part during the ejection phase. They are often the result of positional deviations of the ejector pin.
Whitening or Glossy Marks
This type of mark occurs when the area around the ejector pin takes on a lighter or more glossy appearance, creating white spots or halos. These marks can appear on both the surface in contact with the ejector pin and the opposite side, often resulting from the stress exerted during ejection or due to temperature variations.
Discolored Marks
Discoloration around the ejector pin area is another common defect, where the affected region appears slightly different in color compared to the surrounding material, often exhibiting a shinier finish.
Ejector pin marks can significantly impact the quality and functionality of injection-molded plastic parts in several ways:
How do Ejector Pin Marks Affect the Molded Parts?
Ejector pin marks manifest as visible surface blemishes, indentations, or discolorations, thereby diminishing the visual appeal of the part. These imperfections contribute to an uneven or rough surface texture, which can adversely affect the tactile experience and the perceived quality of the product.
Functional Limitations
When present in critical areas, ejector pin marks can disrupt the part’s intended function, potentially impeding the proper assembly or operation of moving components. They may also compromise the fit and compatibility of the part with other mating components.
Structural Integrity Issues
Ejector pin marks signify localized stress concentrations or deformations within the part. These stress concentrations can undermine the part’s structural integrity, rendering it more prone to cracking, failure, or reduced durability over time.
Inconsistency in Product Quality
The sporadic appearance of ejector pin marks within a production batch can lead to variations in product quality and aesthetics. This inconsistency can be particularly problematic for applications that demand tight tolerances or high cosmetic standards.
Increased Risk of Damage
Ejector pin marks can serve as potential initiation points for cracks, thereby elevating the risk of further damage or failure during the product’s operational lifespan.
Discovery What Causes Ejector Pin Marks In Injection Molding?
Ok,guys,lets talk about some of the main culprits behind those pesky ejector pin marks in injection molding:
- Design Dilemmas:
– Too Thin to Win: If the wall thickness of a product is as thin as a sheet of paper, especially around complicated features like ribs or bosses, it can easily crumple under pressure. Generally, less than 2.5mm for simpler parts and 2.8mm for those with a bit more character can spell trouble.
– Drafty Situations: Insufficient draft angles and inconsistent wall thickness can make parts cling to the mold as if they’ve just discovered gravity. This sticky situation requires greater force to eject, risking more than just an unsightly blemish.
– Complex Character: Complex geometries, with all their twists and turns, can be as demanding as a toddler wanting a cookie. They require a bit more oomph to eject cleanly from the mold, often leading to those notorious marks.
- Mold Mischiefs:
– Pin Perils: If ejector pins are the wrong size, misaligned, or just not feeling cooperative, they can leave an impression as unwanted as a party crasher at a wedding. This can cause uneven forces and less-than-flattering marks on your final product.
– Ventless Vacuums: Without proper venting, the mold might act like a clingy ex, holding onto the part with a vacuum-like grip. This resistance can cause the ejector pins to leave their mark when trying to part ways.
– Cooling Conundrums: A cooling system that doesn’t distribute the chill evenly is like a sweater with one sleeve missing—imbalanced and problematic. This uneven cooling can lead to deformations upon ejection, leaving behind those unsightly pin marks.
– Gateway Glitches: If the gate isn’t designed with the proper size, location, or type in mind, it can affect the filling and packing processes. This miscalculation can cause trouble during ejection, leading to visible flaws.

- Processing Predicaments:
– Pressure Problems: Injecting at warp speed or under excessive pressure can overpack the mold cavity, making the ejection force feel like trying to pry a stubborn lid off a jar of pickles.
– Cooling Catastrophes: Rapid cooling might make the product feel stressed and anxious. This internal stress can cause resistance during ejection, increasing the odds of ejector pin marks.
– Temperature Trials: If the mold temperature is too high, it’s like trying to remove a baking sheet from the oven without mitts—sticky and messy. Conversely, if the temperature is too low, you risk uneven cooling and, consequently, an imperfect ejection process.
- Material Mysteries:
– Lubrication Lapses: Materials lacking proper lubrication or flow additives can feel like sandpaper against the mold, making the ejection process a gritty affair.
– Conductivity Conflicts: When the ejector pin and mold steel have a love-hate relationship due to mismatched thermal conductivity, the result can be uneven cooling and shrinkage, leaving behind a trail of ejector pin marks.
Understanding and addressing these factors can help minimize ejector pin marks and ensure your products emerge from the mold looking flawless.
Methods for Removing Ejector Pin Marks
Here are several effective strategies to minimize ejector pin marks on injection molded parts.
- Optimal Ejector Pin Design
Pin Dimensions: Selecting the correct size for ejector pins is crucial in evenly distributing the ejection force across the part’s surface, thus preventing concentrated pressure points that could result in marks.
Pin Configuration: Using rounded or tapered pin tips can significantly reduce the likelihood of sharp indentations or scratches during the ejection process.
Pin Placement: To avoid marks, it’s best to position ejector pins away from thin walls, curved surfaces, and gates. Dispersing the pins evenly and avoiding clusters in a single area ensures a more balanced force distribution.

- Enhancing Mold Design
– Increase Draft Angles: This helps facilitate smoother ejection and reduces the risk of vacuum formation within the mold.
– Proper Venting: Integrating adequate venting mechanisms prevents the formation of vacuum pockets.
– Consistent Cooling Channels: Designing uniform cooling channels ensures even cooling and minimizes internal stresses.
- Adjusting Processing Parameters
– Injection Control: Lowering injection pressure, speed, and dwell time can help reduce internal stresses in the part.
– Melt Management: Limiting the volume of molten material in the mold cavity aids in controlling ejection forces.
– Temperature Regulation: Optimizing both mold and barrel temperatures is vital for achieving uniform cooling.
– Extended Cooling Time: Allowing for a gradual and consistent cooling process ensures the stability of the part.
– Ejection Speed Management: Carefully controlling the ejection speed can mitigate the impact forces during part removal.
- Improving Part Design
– Wall Thickness Enhancement: Increasing the thickness in areas where ejector pins make contact can strengthen the part.
– Structural Reinforcement: Adding ribs or bosses in regions that experience higher ejection forces can enhance the part’s resilience.
- Material Selection and Surface Treatment
– Lubrication and Additives: Utilizing materials with appropriate lubrication and flow additives ensures smoother part release.
– Mold Release Agents: Applying mold release agents correctly and uniformly can facilitate easier ejection.
– Surface Polishing: Smoothing the cavity surface by polishing in the ejection direction can reduce the likelihood of marks.
– Specialized Coatings: Using heat or quick-cure coatings can improve mold performance and part release.
Ejector pin mark defects arise from a range of factors. To mitigate these issues and enhance the quality of molded parts, manufacturers should focus on optimizing several aspects: ejector pin design, mold temperature, mold design, product design, and injection molding parameters. By carefully adjusting these elements, the likelihood of ejector pin marks can be significantly reduced, leading to improved part quality.
At Thesun Industry, we understand the frustration that ejector pin marks can cause in the manufacturing process. That’s why we’re committed to providing comprehensive solutions and support to help you address and prevent these imperfections. Whether you’re in the initial stages of mold design or are dealing with the aftermath of ejector pin marks on your parts, our team is here to offer guidance and expertise. Feel free to reach out to us with any questions or concerns, and let’s work together to achieve flawless injection-molded parts, free from the blemishes of ejector pin marks.